भाग की लम्बाई विस्तारित करें: इसे बराबर भागों में विभाजित करें, सिमित्रिय, और प्रत्येक बाइसेक्टर की लम्बाई मध्यम से बाजू तक है: , हॉट कोल पाइप मुख्य प्रकार परिवर्तनशील पाइप के प्राप्त करने के लिए संबंधित है. यह पारंपरागत कोल उपकरण और समान विशिष्टीकरण और मॉडल के आधार पर सुधारित होता है, ताकि हॉट कोल पाइप के सब पैरामीटर्स सुधारि हाट कोल पाइप की लक्ष्य की आवश्यकता है. प्रक्रिया करने से पहले हाट कोल पाइप कागज की तकनीकी आवश्यकता, प्रक्रिया सामग्रीय गुण और अन्य सम्बन्धित अवस्थाओं के साथ प्राप्त होने की आवश्यकता है,
सिएनफ़्यूगोसपोलिसिंग प्रक्रिया के दौरान, लोहूं, निकल और अन्य अशुद्ध प्रक्रिया के गहरे स्तर कैथोड लाइड प्लेट के पृष्ठभाग पर डाल दिए जाएँगे, जो स्टेल कोल टूब के कैथोड पृष्ठभाग की प्रभाविता पर प्रभाव इसलिए, कैटोड प्लेट पर डोसिटेस्ट को समय में हटाया जाएगा। कभी कभी कठिन हार्ड प्लेट फिल्म बनाया जाता है, और फिर स्वच्छ धु
सामान्य कोलाइड पाइप उत्पादनों के आकार विस्तार की प्रक्रिया तीन स्तरों में विभाजित हो सकती है। It is the preliminary rounding stage: the sector blocks are opened until all the sector blocks reach the steel pipe. At this time, the radius of each point in the steel pipe is almost the same within the step range, and the steel pipe is preliminarily rounded. दूसरी स्तर है नामिक आंतरिक आंतरिक आंतरिक स्तर: सेक्टर आगे स्थिति से गति को घटाने के लिए शुरू होता है जब तक वह आवश्यक स्थिति तक पहुँचेगा जो गुणवत्ता
पैघमैनप्रगति में, सल्लाह करने के लिए स्वागत है. बड़ा डायरमेटर वेल्ड पाइप, इत्यादि.
उच्च मांगानेस सामग्री स्टेल को ब्रिट्ल बनाएगा और उसकी प्लास्टिसिटी घटाएगा. क्या परिस्थितियों में भारी दीवार कोल को पुनः गरम होने की आवश्यकता है?
Clean the iron oxide scale falling off in the process of plate drum to prevent the iron oxide scale from bonding and the surface of steel plate.

प्रीहार्टिंग का मुख्य उद्देश्य है कि वेल्डेड जोड़ियों और प्रीहार्ट तापमान का शोमगाड़ दर कम करना है। जैसा तालिका से देखा जाता है, प्रीगर्मिंग शोमगाड़ दर को कम कर सकता है, लेकिन मूलभूत रूप से उच्च तापमान में खर्च किया जाता समय Therefore, when welding thick wall coils with hardening trend, the main technical measure to reduce the cooling rate and hardening trend is preheating rather than increasing the line energy. Name
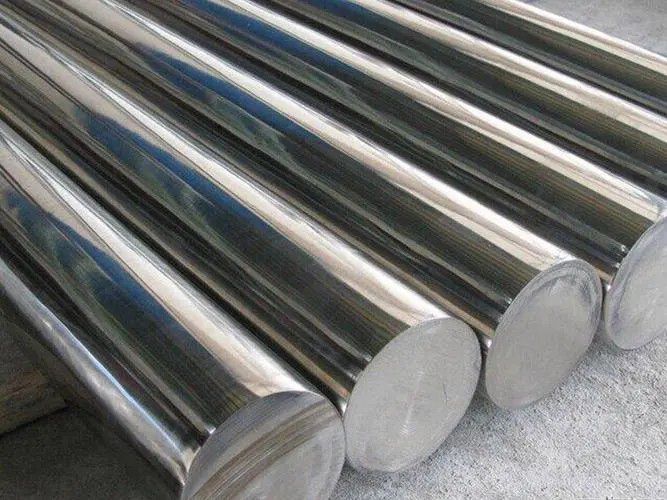
How big can the diameter of thick wall coiled pipe be? कभी कभी दो वेल्ड है. यह क्यों होता है? यह मुख्यभाग कभी कभी कभी कभी कभी कभी कभी कभी कभी कभी कभी कभी कभी कभी कभी कभी कभ ग्राहक द्वारा आवश्यक वेल्ड पाइप की चओड़ाई स्टील प्लेट द्वारा उत्पन्न नहीं है, इसलिये दो प्लेट को वेल्ड करना चाहिए, प्रदान कार्य किया जा सकता है. अन्य प गहिरा दीवार कोलिल पाइप का पता लगाना मुख्यभाग अलट्रासोनिक फ्लू डिक्टर है, और उसी साइलिंडर के भाग में दो से अधिक नहीं होना चाहिए। गोलिल पाइप के बट्टी बुल्डों का समूह फ्लुश हो जाएगा। जब नामान्य डाइमेटर से बड़ा है, तो पाइप में पीछे मुहरिल फ्लुश किया जाएगा। पाइप रोलिंग प्रोसेसिंग के दौरान, प्लेट के सफेस का नष्ट रोका जाएगा. उच्च लागत है. Hot rolled thick wall coiled pipe is widely used: oil cylinder, hydraulic pressure, bridge, roller, etc& amp; amp; quot; सीमिल स्टेल पाइप से तुलना किया गया दीवार कोल के लिए कम कामकी अपमान है, तेज प्रदान, सीमिल स्टेल पाइप की निश्चित विशिष्टीकरण को तोड वेल्डिंग प्रक्रिया की गुणवत्ता विभाग संपादन और वेल्ड पाइप प्रकार गहरी दीवार कोल्ड पाइप से बनाया जाता है स्टील प्लेट या स्टील फूल के रूप के अनुसार यह सीधे पाइप और आत्मा के पाइप में विभाजन किया जाता है। उद्देश्य के अनुसार, यह सामान्य वेल्ड पाइप में विभाजन किया जाता है, वेल्ड पाइप, ऑक्सिज़िंग वेल्ड पाइप, वायर स्लेव, मेट्रिक वेल्ड पाइप, निष्क्रिय पाइप, गहरी अच्छी पाइप, स्वचालित पाइप, र ऑब्जेक्टिव ज्ञान पैकेजिंग स्टेल प्लेट कोल - गहरी वाल स्टेल प्लेट कोल क्यूल क्यूल क्यूल क्यूल कोल बनाया जाता है स्टेल प्लेट या स्टेल स्ट्रिप के द्वारा बनाया जाता है जिसके साथ फूल के रूप के अनुसार यह सीधे पाइप और आत्मा के पाइप में विभाजन किया जाता है। इस काम के अनुसार, इसे सामान्य के अनुसार विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो कोल और Mn कोल, गुणवत्ता. प्राथमिकता क्रियाकलाप प्रगति में है. कॉन्सल्ट करने के लिए स्वागत है. बड़ा डायरमेटर वेल्ड पाइप, मीमीमी दीवार की गहराई और मीमी रून्डस्ट: सिमलस स्टेल पाइप, गहरी दीवार रोलिंग पाइप के तुलना में कम कामकी अपमान है, तेजी प्रद
It shows great advantages in improving labor productivity. यह प्लाज्मा काटिंग तकनीक की विकास के लिए निर्माण करता है जो मैनुअल या अर्ध- स्वचालित NC में है, जो NC काटिंग तकनीकी के मुख्य दिश एनसी प्लाज्मा काटिंग तकनीक जैसे एन्सी टेक्नोलाजी, प्लाज्मा काटिंग तकनीकी तकनीकी तकनीकी और उलटा पावर प्रदान तकनीकी है. उसका विकास कम्प्यूटर, प्लाज् सीएनसी काटिंग टेकनोलाजी १९८० में शुरू हुआ, और सीएनसी प्लाज्मा काटिंग टेकनोलाजी बाद थी। However, recently,सिएनफ़्यूगोसName, some domestic universities, research institutes and manufacturers have studied NC plasma cutting technology and gradually developed and produced various specifications of NC plasma cutting equipment, narrowing the gap of foreign advanced technology. आज, चलो नीचे गहरे दीवार के पैकेजिंग प्रक्रिया के बारे में बात करें।
यह कहाँ हैइसलिए कहना है कि विस्तार प्रक्रिया प्रक्रिया प्रक्रिया तकनीक के लिए हाइड्राउलिक या मैकानिक दबाव का उपयोग करता है स्टेल पाइप के अंदर अनुकूलित किया यंत्रिक मोड हाइड्राउलिक मोड से साधारण और अधिक प्रकारिया है, तो यह प्रारंभिक अनुप्रयोग में अधिक सामान्य है. In particular, it is adopted in the very advanced expanding process of several large-diameter straight seam rolling pipelines.
डिवेशन रील नियमित रूप में (यूनिट: मिमी): नामान्य डाइमेटर & amp; amp; lt; से से से से परिमिटर डिवाइशन & plusmn; ± ± ± ± ओवालिटी बाहरी आकार के % है, और स्टेल प्लेट कोल की गुणवत्ता से अधिक नहीं है, वेल्ड आकार के द्वारा बहुत प्रभावित है, मुख्य प्रक्रिया प्राप्ति परिमिति जैसे वेल्डिंग प्राप्ति परिम
दीवार में से % मोटी होगी और मीमी से अधिक नहीं होगी।

प्लेट क्रिम्पिंग प्रक्रिया के दौरान, प्रक्रिया प्रक्रिया में लोहू ऑक्साइड स्केल को हटाने के लिए स्टील प्लेट के पृष्ठभूमि पर लाल प्लेट क
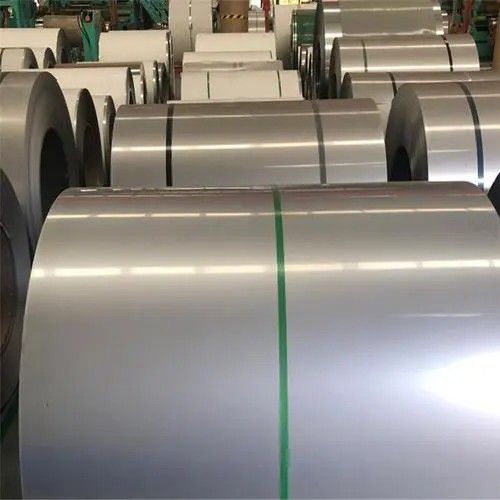
संस्थापन सामग्रीप्रस्ताव प्रगति में है। विचार करने के लिए नया और पुराना ग्राहक स्वागत है. Prevent surface damage of steel plate. गाढ़ी दीवार कोल और बड़ी डायामेटर कोल कार्बन स्टेल, Q q q Mn इत्यादि से बनाया जाता है. कोल साधारण और उत्पादन प्रक्रिया के साथ वेल्ड पाइप यदि ग्राहक द्वारा आवश्यक लंबाई विशेष है, दो या अधिक स्टील पाइप जोड़ना चाहिए। इसलिए, इस वेल्ड पाइप का प्रक्रिया उत्पन्न है, उत्पन्न है, उत्पन्न है और लागू स्वचालित और मेचानिजेशन का स्तर उच्च नहीं है, जिसके लिए अधिक मैनुअल प्रोसेसिंग की आवश्यकता है. कोलाइड पाइप के मुख्य समस्या वेलिंग है. गाढ़ी दीवार कोलाइड पाइप पाइप प्रदान किया जा सकता है जबकि वे फ्लाइड ढूंढने के द्वारा परीक
वेल्डेड स्टील पाइप का वेल्डिंग पद्धति उपमिलित चार्ड वेल्डिंग है; मोल्डिंग प्रक्रिया, आगे स्विंग अंतर्गत उत्पादन; यूनिट गति, . -- m / min; Welding speed, . -- m / min. यूनिट अनकलेर, सीधा, केंद्रिंग युक्ति, हाइड्रुलिक शेयर, मिलिंग वेलिंग युक्ति, डिस्क शेयर, किनारा मिलिंग युक्ति, प्लेट साफ स्वचालित उपकरण प्रदान मशीन, प्लेट किनारा पूर्व बेंडिंग उपकरण, फ़ॉर्मिंग मशीन, अंतर्गत वेलिंग, बा The whole process of submerged arc welding of spiral steel pipe is as follows: the principle of spiral steel pipe submerged arc welding: submerged arc welding is welded with arc heat energy. The difference from manual electrode arc welding is that the welding wire of submerged arc welding is, and there is no coating on it. The flux of submerged arc welding is pre laid at the place to be welded. In the flux of submerged arc welding wire, the arc is under the flux. वेल्डिंग तार तथा वर्कटीक के लिए, जब प्रारंभ बटन दबाया जाता है, वेल्डिंग तार तथा वर्कटीक उत्पन्न होता है, वेल्डिंग तार वापस उत्पन्न होता है, और वेल्डिंग तार नीचे चाप के चारों ओर फ्लॉक्स गुफा बनाने के लिए कमजोर हो जाता है। गुफा और पोलाया पुल सदैव प्रगति है,सिएनफ़्यूगोसName, और पोलाया पुल के पीछे धातु एक नियमित पुल बनाने के लिये ठोड़ होता है। यह प्रक्रिया फ्लूक्स के नीचे काम किया जाता है, इसलिए हम इसे नहीं देख सकते। यह एक्स-रेय फोटोग्राफी के मार्ग से देखा जा सकता है. क्योंकि स्पायरल स्टेल पाइप के साथ स्वचालित चाप स्वचालित वेल्डिंग की वेल्डिंग टेक्नोलोज़ी को सम्मिलित करता है, इसके सा उत्पादन का सहायक समय कम है, जो इलेक्ट्रोड प्रतिस्थापन का समय बचाता है; शुद्धीकरण की परिस्थिति शुद्ध हैं, शुद्धीकरण की समय बचते हैं; उच्च वेल्ड गुणवत्ता. यह स्पायरल स्टील पाइप फैक्टरी के प्रदान के लिए आवश्यक परिस्थिति भी प्रदान करता है, ताकि स्पायरल स्टील पाइप के बड़े मात्रा का प्रदान सम
सेवा निर्देशित स्टेल पाइप का सेवा है: वहाँ आत्मिक वेल्ड पाइप और सीमिनस पाइप हैं, और गैस और पानी की दबाव का प्रतिरोध अलग है
सिएनफ़्यूगोससमाप्त मशीनिंग नीचे काम किया जाता है, और शॉट पीनिंग के बाद, अंतर्गत और बाहरी पृष्ठभूमियों पर स्केल हटाया जाता है, और दोनों अंतों को शोट से प्रक्रि
प्लेट क्रिम्पिंग प्रक्रिया के दौरान, कोलाइड पाइप उत्पादनों के आकार विस्तार की प्रक्रिया तीन स्तरों में विभाजित हो सकती है। It is the preliminary rounding stage: the sector blocks are opened until all the sector blocks reach the steel pipe. At this time,सिएनफ़्यूगोस45# बड़ा डाइमेटर रील, the radius of each point in the steel pipe is almost the same within the step range, and the steel pipe is preliminarily rounded. दूसरी स्तर है नामिक आंतरिक आंतरिक आंतरिक स्तर: सेक्टर आगे स्थिति से गति को घटाने के लिए शुरू होता है जब तक वह आवश्यक स्थिति तक पहुँचेगा, जो गुणवत्ता